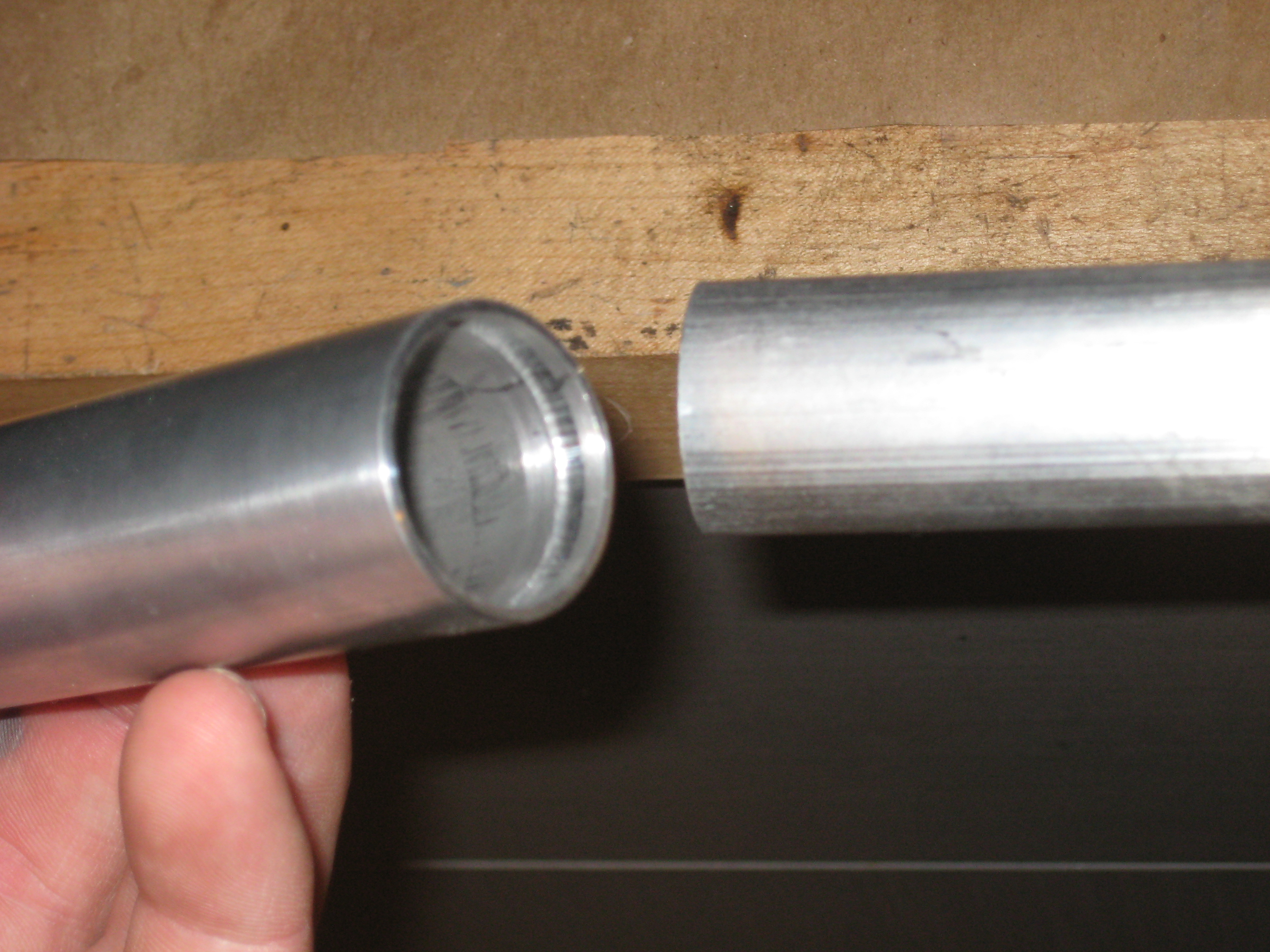
Above you can better see what I was trying to explain. So on the other
side of this tube is the same exact thing to hold the aft (rear)
retaining ring. Realizing I did not have the proper tools to put in the
snap rings I earlier bough from the HomeDepot, I quickly ran to Harbor
Freight Tools, my source of cheap Chinese tools, for when I'm too cheap
to buy the good stuff. Since this is the only thing I will be using
retaining ring pliers for, I figured buying the cheappies couldn't
hurt.... oh boy was I was wrong. I should have just bought good old
American made ones. These
Chinese "retaining ring pliers" are so flimsy they practically bend
more than the retaining rings. But after fidgeting with them for a
while i was able to test out the retaining ring groove; as seen below.

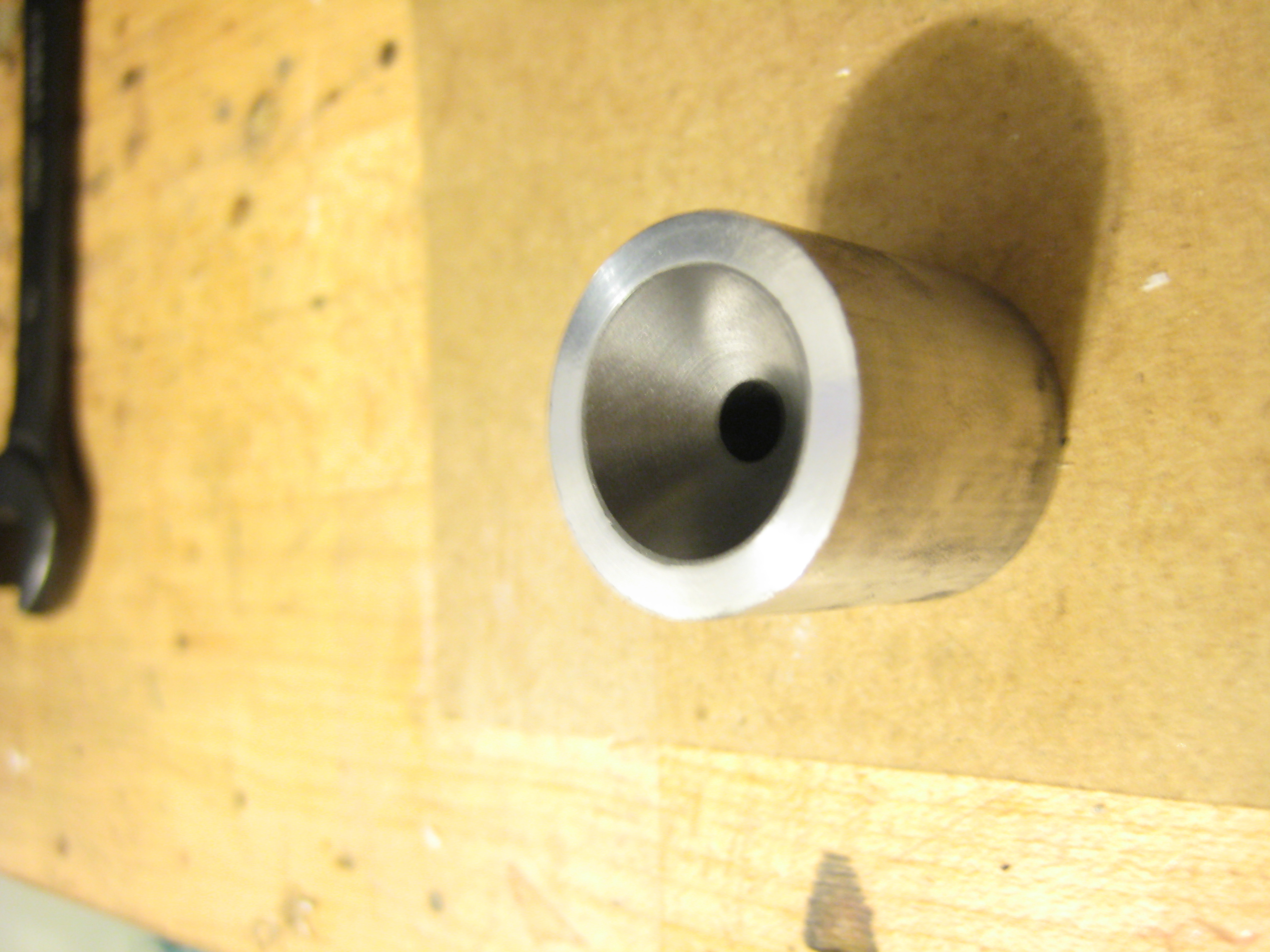
After This the
nozzle
is finally made, which consists of a 1.006 OD X .75" ID aluminum tube
with a .75" graphite insert held in place by compression/high temp
glue; which is then formed into a nozzle with a 45 degree convergent
cone, and a 15 degree divergent cone as seen below.

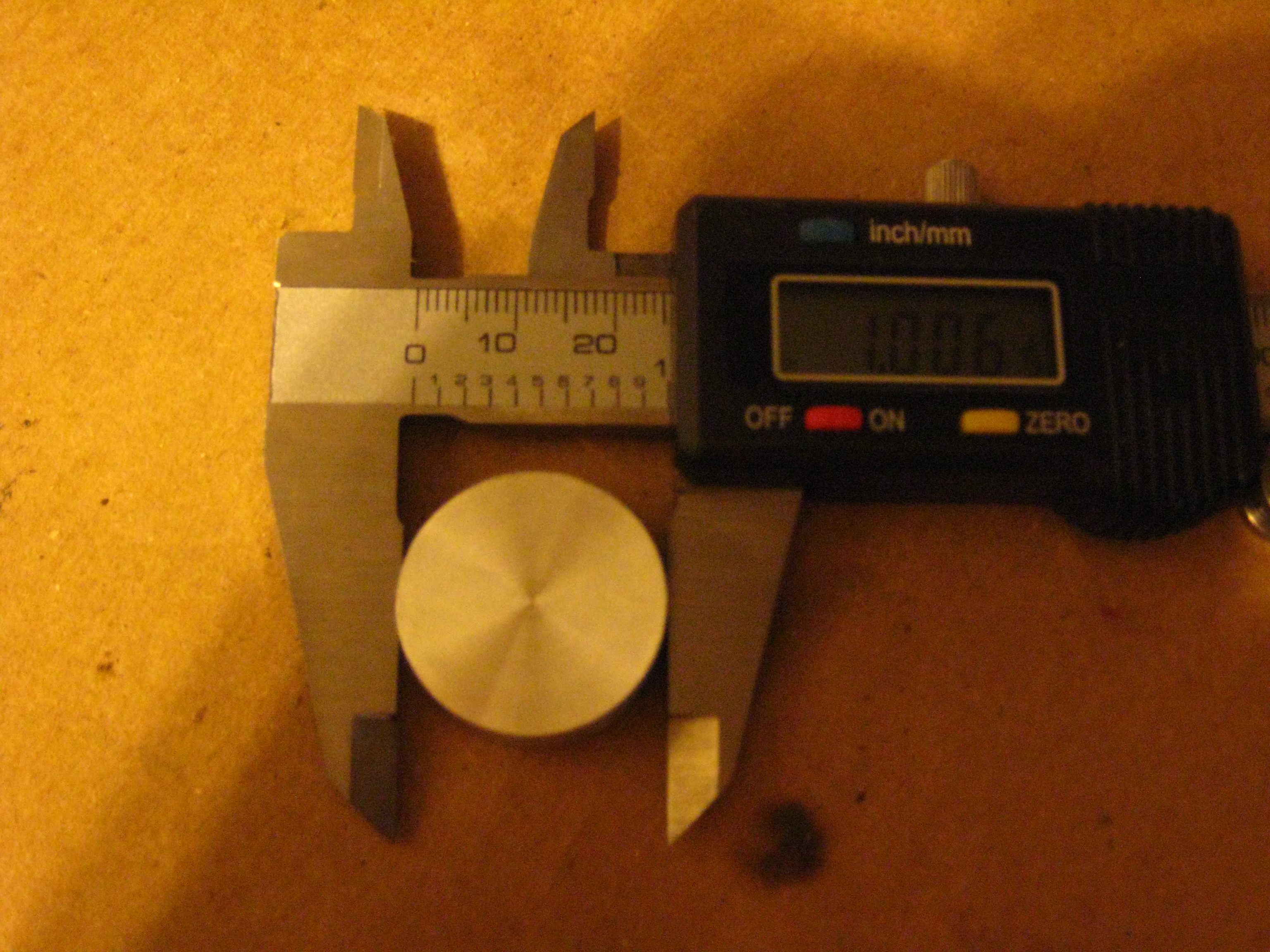
After that is done the rear bulkhead is constructed, which is just a
thick aluminum disc.

Finally, after the addition of some O-Rings, and some Ammonium
Perchlorate Composite Propellant, this sucker is ready to be test fired.

I will get a video up of the test fire as soon as possible.